In my Distillery Workshops, I usually start with a small quiz. The quiz presents the workshop attendee with a series of tasks associated with launching a craft distillery project. It is remarkable to see practically every quiz taker stating that the #1 task to be completed is to sign a lease on a building (or buy the building outright).
I continue to get inquiries from people across Canada who are interested in starting a craft distillery. In two recent inquiries, I stressed to the people inquiring that they MUST get in front of their local fire inspector to determine whether or not he will approve the building being considered. In both cases, I was told – ” no worries, we know the fire inspector, he will approve…”.
The key point to remember is that the fire inspector has to sign off on the distillery project. If the building ever did burn down, that inspector is potentially liable.
I can now reveal that in both these recent cases, the fire inspector DID NOT approve. In one case, the building being considered was a 2 x 4 wood framed building. No fire inspector will ever approve a wood-framed building for a distillery project. In the other case, the fire inspector took a clever tactic and stated that the building under consideration would have to be zoned ‘industrial’, which triggers a whole bunch of building code/fire code/electrical code considerations, not to mention town council reviews and public commentary periods.
So before you get excited at the prospect of becoming a craft distiller, arrange for a meeting with your fire inspector. Get to know him. Maybe ask him what areas of town he recommends for a craft distillery. Focus your search efforts on those areas. If you are contemplating building a facility from the ground up, engage an architectural technician to help you in your design considerations. In 2020 when I was thinking about a distillery in Mossbank, Sask, the engineering consultant I engaged spelled out how walls, studs, and even insulation would have to be made of non-combustible materials (ie metal studs, extra dry-wall layers, metal cladding etc…).
Once you have engaged your fire inspector and clarified what is required in terms of a building, call me for further discussion. I look forward to hearing from you.
During a recent craft distillery start-up in southern B.C., I had one of those ah-hah! moments. I realized that events in our atmosphere can negatively affect distillers (and brewer’s too).
At issue is forest fires. Each summer, B.C. is over-run with forest fires that release massive amounts of smoke into the atmosphere. The smoke makes its way into the troposphere portion of our atmosphere. The layer of smoke reduces the amount of solar energy that passes towards the ground.
Plants, such as cereal grains, grow by way of a process called photosynthesis. The leaf structure on a cereal grain plant absorbs CO2 and the plant structure takes up moisture through its root system.
Sunlight hits the leaf structure and the photons of solar energy make their way into the thylakoid layer of the leaf. The H2O moisture is oxidized (loses electrons) into O2. The CO2 is reduced (gains electrons) and becomes glucose (C6H12O6). The glucose units link together to form chains of starch which comes to reside in the endosperm cell structure of the kernels of grain.
A distiller will expose these grains to heat and to proteolytic enzymes to break the starch into smaller glucosyl residues. Yeast will assimilate these residues and generate alcohol type molecules.
But, what if the amount of sunlight impacting the plant is reduced?
If it is, the photosynthesis process will be compromised and the amount of starch in the grain kernel will be reduced. A distiller trying to use these grains will experience a reduced amount of alcohol yield.
If the distiller is required by law to use B.C. grown grains (as B.C. craft distillers are….) the economics of the distillery operation will be challenged. About the only alternative will be to incorporate some more expensive malted grain into the recipe mix. Malted grain in B.C. comes from the Rahr Malting/BSG facility in Armstrong, B.C. This facility sources much of its grain from neighboring Alberta, but because the grain is malted in B.C. the liquor authorities regard it as being of B.C. origin. This raises another issue – 2021 was a dismal year for grain growers in Alberta thanks to drought and hail. There is a shortage of malted grains. Commodity shortages invariably lead to price increases. Add to this argument the grain price increases that have come about because of the Ukraine situation and one can easily see more expensive craft beer and more expensive craft spirits on the horizon.
Sunlight is something we take for granted. But our climate is changing. Annual moisture accumulations are not what they used to be. Smoke from resulting fires is affecting the amount of sunlight reaching the ground, This is creating a clear and present obstacle to the ability of cereal grain plants in B.C. to generate adequate amounts of starch. Wow! Who would have ever thought that such a situation would develop?
In late April, 2022 I assisted with the start-up of a new craft distillery in southern BC. When I arrived on site, I was shocked at what I saw.
If you are planning to launch a craft distillery, remember that all electricians are NOT equal. All plumbers are NOT equal. Trades-people have areas of focus, such as residential building construction. Asking an electrician to take a break from installing electrical receptacles in a new-build house to come and install temperature controllers to control the temperature on a fermenter tank is a big ask. You have now taken that trades-person out of their comfort zone. Asking a plumber to take a break from installing a toilet and a shower in a new-build house to come and hook up the water lines to your still condenser is a big ask. Asking that person to help design and install a glycol cooling system is an even bigger ask. You are taking that person out of their comfort zone. They have no idea how a distillery operates. They have no idea how a still condenser works. They have no idea how a glycol system should function in a distillery setting.
Maybe it is my imagination, but somehow I doubt it. I am seeing too much evidence that equipment makers simply don’t give a rat’s ass anymore. Maybe the COVID pandemic has changed the attitude of equipment makers? CO2 relief valves that do not allow the CO2 pressure to release from a fermenter tank was one issue I faced. Analog thermometers that did not properly insert into tank thermo-wells (thus giving grossly inaccurate temperature readings) was another issue. Temperature sensors that did not fit into glycol inlets/outlets on tanks (more inaccuracies) was another issue.
As part of planning your distillery project, take time to travel to other craft distilleries. Find out who they used for plumbing, piping, and electrical installations. I continue to see far too many craft start-ups focus on the still. What escapes people is the importance of all the things that come before the still. If you cannot accurately make a mash and ferment it because of poor and faulty temperature control or CO2 pressure control, then it does not matter what type of still you have.
Also, remember that all of the bits and pieces that come before the still will cost money. Boilers and associated piping, steam traps, and condensate return lines do not come cheap. Mash tanks and fermenter tanks that are properly made do not come cheap. Glycol cooling systems do not come cheap. Mash transfer pumps and hoses do not come cheap. Figure out what these costs will be before you start looking at stills. After all, a still is just a pot that heats liquid so as to create fractional distillation.
Before deciding on a still, it is further imperative that you travel around to not only other craft distilleries, but also to places like Kentucky, Ireland, and Scotland. Decide what taste profile you want for your whisky distillate. If you want the typical Scottish or Irish taste profile, then buying a still with large columns and plates will serve you no purpose. If it is a rich, robust, flavorful Gin you seek, then buying a still with a Gin basket will not help you in any way.
Starting a craft distillery is not easy. Much thought is required. Failure to think will be costly and very likely financially fatal. Failure to engage proper contractors will likewise be another nail in the proverbial coffin.
Hey Gin drinkers! Was doing a bit of late night history reading over a few drams last night.
Did you know….. on Feb 20, 1736 a petition was presented to the British House of Commons asking for regulation on Gin. The petition alleged “that the drinking of Gin had excessively increased amongst people of inferior rank”. This excessive consumption had “destroyed thousands and rendered great numbers of others unfit for labour, had debauched their morals and had driven them into every vice”.
What came of all this was the Gin Act of 1736 which passed on Sept 29, 1736. The Act imposed a tax of 20 shillings per gallon on Gin plus a 50 Pound annual license fee on retail sellers of Gin.
BUT, the Act was evaded. People pretending to the “chemists” set up shop selling Gin as baby’s colick water. Gin also started to be sold under disguised names such as Tom Row, Make Shift and Ladies Delight.
By 1743, Gin intake had actually increased. To counter this, Gov’t encouraged the drinking of Rum from the Colonies, provided that it was sold to the retail consumer at 1 part Rum and 2 parts water. This came to be known as “2-water grog”. But that’s a story for another time…
source: The Historians History of the Word, vol 20, published 1904.
In our Gin Master classes, there are always plenty of questions about Gin distillation parameters. My Microbiology Prof from Heriot Watt University and one of her pH.D. candidates just released a paper that confirms a lot of my practical hands-on observations across the 100+ Gin creations I have done either myself or in a Gin Master class.
I will skip the heavy academic content and summarize the findings in a simple way:
The more Juniper you add to your recipe formulation, the more intense the Juniper notes will be in the final Gin. This was confirmed in their study using sensory panels of 20 persons. For my small scale 3-Liter recipes I usually add 60 grams per liter of 96% ethanol. I have in past added more and yes, I get a more intense Gin.
Doing the distillation run low and slow will extract more Juniper notes into the final Gin. This seems intuitive, but now there is scientific data to support the matter. Making Gin is not a race. Take it easy, and slow down. A slower run will give the ethanol more time to extract the oils from the Juniper.
Diluting the ethanol charge in your still to 45% will give more Juniper note extraction ( versus a 60% abv dilution). I have always viewed this as intuitive. A more dilute charge in the still takes longer to heat up. Remember q=(m)(Cp)(deltaT). All that extra water in the still takes energy and time to heat to the point where the ethanol vaporizes. But, now this study proves out this notion. In the Gin Master classes I typically dilute the ethanol to 50%, but I may start using 45% to see what happens. For a home connoisseur in possession of a small copper A’Lambic still, store-bought Vodka at 40% would even suffice just fine in the still.
This is the kind of academic research that I really appreciate because it ties so forcefully to the practical realities of distilling. I look forward to hopefully seeing more content of this nature from Heriot Watt…
Irish Whisky is a misunderstood class of Whisky. I don’t know of many people that drink Irish Whisky on a regular basis, but those that I do know of will tell me they drink Bushmills. After I talk with them a while, I soon realize they have not explored the Irish whisky issue much deeper than to claim some degree of brand loyalty to a particular product.
There are actually 3 types of Irish Whisky: (1) Single Malt, (2) Irish Pot Still, and (3) Blended.
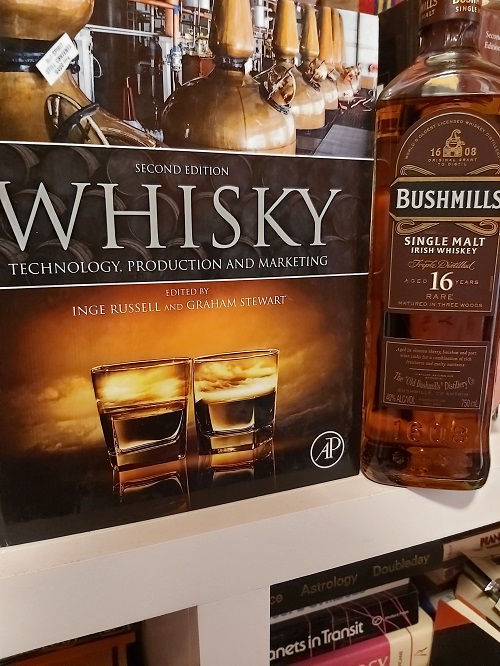
An Irish Single Malt whisky is made from 100% malted barley. Distillation is carried out via the triple pot distillation method. Three copper pot stills are used in this method and what emerges from the final still will be a nice, clean distillate at about 80-85% abv. The following image shows a 16 year old Irish Single Malt from Bushmills that I found in Calgary at Willow Park Spirits. I was so happy to have found this, I did not so much as flinch at the price. By the way, the book in the image is one of my textbooks from my studies at Heriot-Watt University. If you want a top notch book about Whisky, let it be this one edited and compiled by two world renowned experts.
Bushmills 16 Yr Old
An Irish Pot Still whisky is made from a combination of malted grains and un-malted grains. There must be at least 30% malted grain and at least 30% un-malted grain in the recipe. Triple pot distilling is usually employed, although a double distillation method could be used. Check the label of the bottle. If the label bears the words Triple Pot Distilled, then you know.
An Irish Blended Whisky takes us into the realm of what people refer to when the loudly declare that they drink something like “Bushmills”. A blended Irish is not unlike a Scotch blended whisky. It is comprised of about 2/3 base alcohol and 1/3 single malt or pot still product. The base alcohol has come off a column still at about 95% abv and has likely been made from wheat. A trip to your average, ordinary liquor store will have you come face to face with blended products because they will carry a cheaper price point and will appeal to a wider audience.
There is nothing wrong with an Irish blended whisky. Just like there is nothing wrong with most Scotch blended products. Clean and approachable are two apt descriptors.
But, if you are looking for a deeper experience, take a look at something like Bushmills 16 year old single malt Irish whisky. When I poured a wee dram my first instinct was to use my eye-dropper to add several good drops of water. This is what I normally would do when tasting a fine Scotch. But, in the case of Bushmills 16, a couple small drops was all it took to open the whisky up. Being triple distilled, it was softer and more elegant than many of the Scotches I drink. I was in a near state of nirvana as I finished my dram. Needless to say, I will not be sharing this whisky with anyone else.
Treat yourself right during these challenging times. Get yourself some really good whisky. Make it a Bushmills 16 year old single malt.
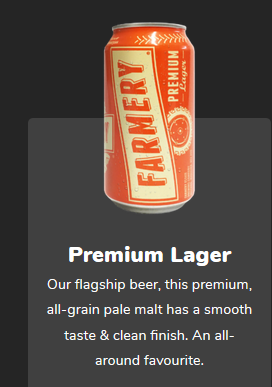
In my studies at Heriot Watt University a great deal of attention was placed on a beer defect called ‘diacetyl’. In fact one of my exam questions called for me to write an essay explaining the diacetyl metabolic pathway. Ever since starting my studies 3 years ago, I have been on the hunt for a beer exhibiting the diacetyl defect. Believe me…I have consumed a lot of beer as part of this hunt. Literature says it is identifiable with its butterscotch candy cloying sweetness. Some brewers have told me its aroma resembles that of a freshly opened can of corn niblets. And last week I finally found an example in a lager from Farmery Brewing in Manitoba which I purchased at the local SLGA agency store in Mossbank, Saskatchewan. When I took the first mouthful of beer, my immediate thought was that Farmery was maybe using a unique yeast strain. As I finished off the can and smelled the aroma of the empty can, my inner beer sense said this was not a yeast strain issue. A couple mouthfuls of the 2nd can….and I had to stop. The butterscotch cloying sweetness on my palate was too much. I knew at that point what I was tasting was diacetyl. On one hand, I felt a sense of elation at finally having discovered a real example of this defect. On the other hand, I started to feel badly for Farmery Brewing as putting out a defective beer can work against one’s brand image.
Let’s take a quick technical look at diacetyl. When yeast is added to the fermenter, the yeast can sense from the osmotic pressure surrounding it that there is fermentable sugar to be eaten. This triggers the yeast to begin the process of producing the microbiological building blocks needed for cellular growth and reproduction. Two building blocks yeast needs are valine and isoleucine. These are amino acids used in the manufacture of cellular proteins. If per chance the yeast cannot find enough of these amino acids in the fermentable barley wort medium, it will synthesize its own valine and isoluecine from carbohydrates (sugars) in the wort medium. This synthesis involves the formation of alpha-keto acids and yeast in its enthusiasm tends to over-produce these acids. The cells will then excrete the alpha acids into the surrounding fermentation wort. The secreted acids are decarboxylated ( a Carbon and two Oxygen atoms are cleaved off making Carbon dioxide) into a chemical substance called diacetyl.
Diacetyl Molecule
Towards the end of the fermentation cycle, IF the yeast cells are healthy and viable, they will absorb the diacetyl into the yeast cell cytoplasm where it is converted to acetoin and thence to a compound called 2-3-butanediol. This latter compound is virtually impossible for us to taste. The exact reason why yeast will absorb diacetyl remains to be fully understood by science. IF the yeast cells are unhealthy ( perhaps the brewer has serially re-pitched his yeast one too many times…) then the cells will not absorb the diacetyl and the beer will get canned or bottled and sent out into the world with the defect, unless the brewer catches the defect through his quality assurance program.
Now here is where it gets interesting. Diacetyl can also be formed in perfectly good packaged beer if that beer ends up not being properly handled. A chemical reaction called a Maillard reaction can result in the 2-3-butanedione (or acetoin) being oxidized back into diacetyl format. A brewer sending out what he thought was good beer to the SLGA warehouse in Regina, Sask, can have that beer made defective through poor handling practices at the warehouse. We are in the midst of the coronavirus economic shutdown and with a wee bit of imagination I suggest we can all envision a scenario where a lack of employees working at the warehouse led to beer not being properly kept cool.
At the end of the argument, this defect may not be the fault of Farmery Brewing. It could well be the fault of poor handling practices, but such practices may be the result of the coronavirus economic shutdown. There may be nobody to blame.
In any event, if you are looking for a real life example of diacetyl and if your travels take you 40 minutes south of Moose Jaw to Mossbank, Sask, grab a 6-pak of Farmery Lager at the local Food Store. Share the beers with friends so they too can learn what diacetyl tastes like.
For a more academic, technical treatment of diacetyl, the following link will take you to a well written paper from the Journal of the Institute of Brewing.
For those not familiar with this expression, it alludes to taking a day off work when it snows outside. Instead of going to work, you instead spend the day doing something you really enjoy, like skiing perhaps.
This colloquial expression has now been twisted around and applied to the name of a craft distilled Gin – Sno Day Gin.
This creation is the hard work of Alberta entrepreneur Dr. Brett Shonekess who was kind enough to send me a “wee” bottle of his Gin for evaluation (what??? … no 750 ml bottles available to send??) . I first met Brett in 2017 when he took one of the 6 day Distillery Workshops in Kelowna, BC.
But here is where the story takes an interesting twist. Dr. Shonekess understands the dynamic of the craft industry. He realizes that when you build a craft distillery you are creating a brand and an experience. And these items require investment capital if they are to be done right.
Along with the Gin I received in the mail was enclosed an Offering Memorandum. Dr. Shonekess and partners are in the midst of raising up to $5 million to fund the creation of two craft distilleries on the outskirts of Calgary, Alberta. And from what I gleaned from the Memorandum, things are well on their way. Land has been bought and building designs are complete. But, what’s more – the team has had the brilliant foresight to engage a BC based distillery to craft some Gin (Sno Day Gin). Now this is not just another storied attempt at a capital raise. Potential investors can now have a sneak peek at what the product will taste like before they put their money on the table.
And to that point, last evening my wife and I sampled Sno Day Gin. On the nose, you are immediately hit with Juniper which is followed by a blast of Citrus. The Gin has body, texture and mouthfeel. This is not your typical London Dry style of Gin. This is Gin with personality and character. This is Gin that rightfully and righteously belongs in a martini glass. Mixed drinks need not apply for this job! You will understand then why I have had to hide the bottle at the back of my liquor cabinet. It is just that damn good….that it will not last very long around my house if left out in the open. Full disclosure – I even had a wee nip this morning after breakfast before I sat down to write this blog post.
If you have ever thought about owning a portion of a craft distillery in Alberta, I would suggest that you at least have a talk with the team behind Sno Day Gin. They can be reached at (Five Eight Seven) 997-9391. Or email John <at> twopineventures<dot>com for more details. Shares are offered at $2.50 each and the minimum investment is $5000.
Since my last post to this site I embarked on a strict diet of reduced carbohydrates ( read….reduced beer intake…). Only a temporary measure I keep telling myself….
I recently bought some low alcohol beer at the grocery store made by German brewing company Becks. I was disappointed when I cracked open a bottle. The skunky, foxy aroma was overwhelming. I was further disappointed when a family member told me that Becks low alcohol beer always has that aroma – that’s why he never drinks it.
My thoughts immediately hearkened back to the brewing course I took in Semester 1 at Heriot Watt University taught by Dr. Dawn Maskell. I learned that the skunky aroma in beer is an aroma-active compound called 3-methyl-2-buten-1-thiol. Called MBT for short, it has an aroma threshold of 0.2–0.4 nanograms/L in water and 4–35 nanograms/L in beer. MBT was detected as early as 1875 by a scientist called Lintner who described it as having meaty, sulfury, and skunky-foxy notes. Modern day science has now determined that when a brewer adds hops to the wort boil, the alpha acid in the hops changes structure slightly (isomerizes). The isomerized molecule present in beer stored in clear or green bottles that get exposed to UV light of wavelength 350 to 500 nanometers will shed a chunk of its molecular structure called an isoprenyl leg. This isoprenyl leg portion of the alpha acid molecule is the MBT.
Science has also revealed that during fermentation yeast can assimilate amino acids. Ssulfur-containing amino acids, cysteine and methionine also have been implicated in the formation of skunky flavor. There are a number of ways of creating low alcohol beer. I am not entirely sure how Becks does it, but somehow in the fermentation process, cysteine and methionine have not completely been taken up by the yeast. And the use of green bottles then only adds to the problem.
I long for the day when I can resume my beer consumption. In the interim, I see no grounds for continuing a relation with Becks Low Alcohol Beer.
This week I had a unique opportunity to visit Simpson’s Malt plant at Berwick Upon Tweed (England). This facility malts about 6 different varietals of 2-row barley for the distilling industry. Other Simpson’s locations do malting for the beer industry.
The annual intake into this facility is something like 8 million bushels per year. In a word – HUGE!
When we were there on site, trucks were coming in fast and furious loaded with barley.
Each incoming truck was sampled by the receiver technician. He was examining his collected samples for evidence of bugs and other debris.
Received barley is stored in huge silos until needed. When a quantity is needed for malting, it is washed to remove dust and debris. The wetted barley is then moved to massive steeping tanks. The general approach is to wet the barley for 8 hrs, drain and let rest for 10 hrs, wet for 8 hrs and rest for 10 hrs. Through it all, the barley is periodically stirred and wetted to control temperature.
What was interesting was the fact that not all distillers want the usual malted barley. Some of the barley at this Simpson’s plant was passed through rotating drums where the grains were wetted and air rested alternately. After sprouting, the so called “green malt” was loaded onto trucks and hauled away to the North British distillery near Edinburgh. By accepting non-dried / non-kilned malt, North British is saving $$$$ a lot of money. This is important because North British is simply making the grain alcohol that comprises the bulk of blended Whiskies (such as Johnny Walker).
For the rest of the barley, after the wetting routine, it is transferred by conveyor to the germination / kilning vessels (GKV’s). Here the grain is allowed to develop its root and shoot (acrospire) over a 96 hr span of time. Once the acrospire is about 2/3 the length of the kernel, heat is applied to the GKV vessel to halt any further progression of the acrospire. The moisture level of the grain is reduced to about 4%. It is then sent via truckload to distillers across Scotland.
We also learned that some distillers request peated barley. To accomplish this, Simpson’s takes some of the dried barley malt and loads it into a separate vessel where peat smoke at ambient temperature is allowed to filter through the grain for a set period. The longer the time, the more ppm phenol content of the barley. I was surprised to learn that the barley need not be wetted prior to smoke exposure.
This was an amazing trip. If you ever have a chance to visit a malt plant, I suggest you jump at the opportunity. You will be amazed….